|
| Клей SC-2000 | Очиститель | Грунтовка Metal Primer | Полоса для заделки стыка | Паста для локального ремонта | Инструменты | Клей SC-4000 | |
||||
| | Вулканизационный раствор T4 | | ||||
инструкции по ремонту
|
| стыковка ленты | новая Инструкция | футерование барабанов | стыковка резинотросовой ленты | локальный ремонт | горячая стыковка | |
|
на предыдущую страницу.................
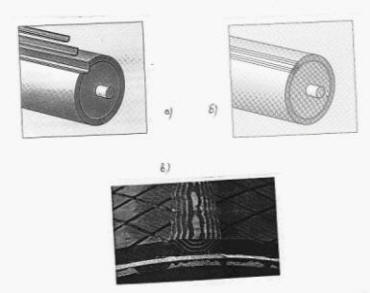
3. Подготовка резиновой обкладки.
Рассчитать размеры футеровочной пластины с учетом «вида ее соединения»:
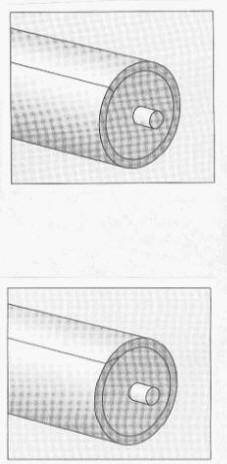
Рис.5.(а)
Рис.5.(б)
Рис.6.(а)
Рис.6.(б)
в)
Рис.7.
За время просыхания первого слоя, нанесенного на барабан, подготовить резиновую обкладку следующим образом.
Длина куска футеровочной резины для барабана определяется из расчета:
Lф=(D+h)x p+ «припуск», мм, где D– диаметр барабана, мм; h-толщина футеровки, мм
Величина «припуска» зависит от типа соединения концов футеровочной резины на барабане и составляет:
Пример расчета длины футеровочной пластины при соединении внахлест. Диаметр барабана – 400 мм, толщина футеровки – 8 мм. Получим Lф=(400 + 8) x 3,14 +80 = 1281+80=1361 мм
Необходимая ширина пластины составит: длина барабана (950 мм) + (20¸30) мм = в среднем 975 мм.
По полученным размерам (соединение внахлест) вычертить прямоугольник и вырезать обкладку.
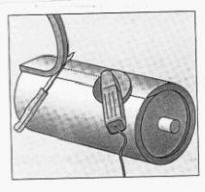
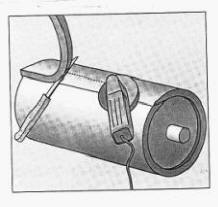
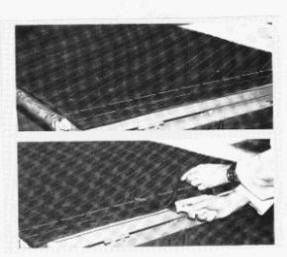
Обкладку положить на рабочий стол соединительным слоем вниз. Вдоль широкой стороны провести маркировочную перпендикулярную линию через точки пересечения канавок профиля на расстоянии примерно 80-100 мм от кромки обкладки (рис.8).
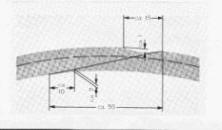
Рис.8® От кромки широкой стороны с маркировочной линией провести вторую линию на расстоянии 50 мм от кромки и 6-дюймовым ножом срезать фаску от этой линии к кромке (рис.9). Снятие фаски целесообразно производить в два рабочих приема, по возможности придавая ей легкую желообразную форму. Рис.9®
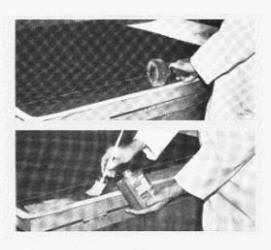
Скос тщательно зачистить круглой проволочной щеткой (см. рис.10). Пыль удалить сухой щеткой. Рис.10® Скошенную зачищенную полосу смазать смесью цемента с отвердителем (рис.11). Рис.11®
на следующую страницу..........
|









| Все сведения, технические характеристики и рекомендации, относящиеся к продуктам Tip-Top, основаны на информации, которая считается достоверной, однако компания не может гарантировать ее точность и полноту. Перед началом использования продукта пользователь должен самостоятельно определить его пригодность для предполагаемой цели. Риск и ответственность, связанные с применением продукта, возлагаются на пользователя. Любые утверждения относительно данного продукта, не содержащиеся в настоящем документе, а также любые утверждения, содержащиеся в заказе на поставку, которые противоречат настоящему документу, не имеют силы и недействительны, если не были явным образом утверждены в письменной форме уполномоченным сотрудником компании Tip-Top. | REMA TIP-TOP OBERFLÄCHENSCHUTZ Шпатлёвка REMA TIP-TOP для ремонта гуммировок на основе мягких резин |