|
| Клей SC-2000 | Очиститель | Грунтовка Metal Primer | Полоса для заделки стыка | Паста для локального ремонта | Инструменты | Клей SC-4000 | |
||||
| | Вулканизационный раствор T4 | | ||||
инструкции по ремонту
|
| стыковка ленты | новая Инструкция | футерование барабанов | стыковка резинотросовой ленты | локальный ремонт | горячая стыковка | |
|
на предыдущую страницу..........
Ориентировочные данные для стыковки многослойной резино-тканевой конвейнерной ленты способом холодной вулканизации
Расчетная таблица Tip-Top
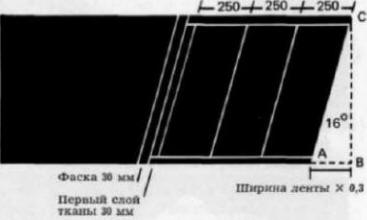
Пример раскроя ленты, где минимальная длина ступени составляет 250 мм.
.
Подготовка нижней части ленты ( Этап 1)
Стыковые соединения могут быть выполнены в виде соединений (одно- или двух прокладочных лент) внахлестку или ступенчатое соединение многопрокладочных лент.
Величина скоса концов лент при стыковке видна из вышерасположенного рисунка.
Концы ленты наложить друг на друга так, чтобы верхняя часть была против направления движения ленты. Отметить верхнюю и нижнюю части.
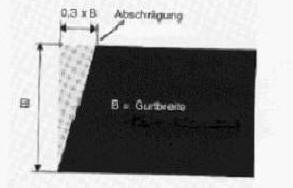
1. На конце ленты провести линию СВ под углом 90° (см. рисунок 4). Косые срезы провести следующим образом: Ширина ленты X 0,3 = прибл. 16°.
2. На нерабочей (нижней) стороне ленты:
Провести линию на расстоянии 30 мм от конца ленты параллельно косому срезу.
Отметить кромки ленты, которые должны остаться нетронутыми. Отмеченную полосу шириной 30 мм надрезать «Кнейп»-ножом и сорвать. Кромки уровнять.
Затем, для последующего позднее покрытия стыкового зазора, последующие 30 мм ленточной обкладки, параллельно косому срезу, отметить и скосить 6-дюмовым ножом.
|





|
Реализация в Германии Холдинговые компании 1 Ассоциированные компании 31 Сервисные компании 40 Представительства 2 Реализация на международном рынке Холдинговые компании 4 Ассоциированные компании 50 Сервисные компании 72 Представительства 147 |
REMA TIP-TOP OBERFLÄCHENSCHUTZ Шпатлёвка REMA TIP-TOP для ремонта гуммировок на основе мягких резин |